
切削原理基礎部分主要討論比較簡單的正交切削 (Orthogonal Cutting)模型。
切削的研究從19世紀工業革命對金屬加工的要求開始,例如 1877 Tresca針對切屑的形成提出兩種模型:
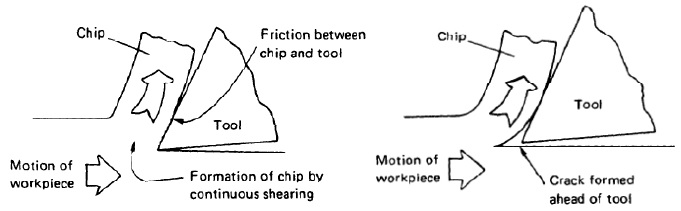
1881, Mallcok 從對切屑的觀察提出有關切屑的形成主要是來自於材料的剪切變形,其他還有切屑與刀具面的磨擦、切削液、刀尖銳利程度與顫振 (Chatter) 等影響與現象。
1907, Taylore根據控制切削速度對刀具壽命實驗的結果提出切削溫度對刀具壽命有非常大的影響,並研發出高速剛 (HSS) 作為刀具材質,提升了五倍的刀具壽命。
1935, Ernst 跟 Martellotti注意到刀口積屑 (BUE, built-up edge) 所形成的不同切屑。
1944~1945, Merchant提出第一份有關切削力學的研究著作。
實際切削過程不容易觀察的到,尤其是早期時代沒有高速攝影機的狀況下,要看到刀鋸切削材料的瞬間根本是不可能的,即使現在也很難觀察的到,因此很多研究都是從觀察切屑的形狀,想像切屑的形成過程,來推估材料被切削時的狀況。
觀察切削過程主要有兩個方法,一個是透過高速攝影機,但是會受限於速度的極限,另外一個方法是切削過程中瞬間停止,"凍結"住切削行為發生的瞬間。
對切屑的觀察,可以將切屑分成四大類:
1. 不連續切屑 ( Discontinuous chip )
2. 連續切屑 ( Cotinuous chip )
3. 刀口積屑 ( Continuous chip with Built-Up Edge, BUE)
4. 鋸齒狀切屑 (Serrated Chip )
1 .不連續切屑:

脆性 ( Brittle )材料
太低的切削速度
過大的進給量 ( Feed ) 跟切深 (Depth of Cut )
刀具與切屑間磨擦力很大
影響:
不會產生切屑捲繞,適合自動化作業
表面粗糙
刀具容易磨損
2. 連續切屑:

延展性材料
高切削速度
小進給量跟切深
較為銳利的刀尖
較低的切屑與刀具面磨擦力
影響:
有機會達成比較好的加工表面
缺點是切屑連續形成會造成切屑纏繞在機器、刀具、工件上等,不利於自動化作業,但是可以透過斷屑器來避免。
3. 刀口積屑 ( BUE )

延展性材料
低到中切削速度

影響:
BUE會循環的生成、脫落...
生成時會改變刀具的斜角(變大),造成切削力變弱,也會增加磨擦力
造成表面粗糙
可能會縮短刀具壽命
所以基本上加工時不希望出現BUE,通常有以下方法可以改善:
增加速度
減少進給量
提高環境(或工件)溫度
加大斜角
提供切削液潤滑降低切屑與刀面的磨擦力
在某些情況下,BUE也有好處,如果可以讓BUE穩定的產生,等於幫刀面提供了一層保護層,可以降低刀具的磨耗。
4. 鋸齒狀切屑

難切削材料,例如鈦合金、鎳合金等
高切削速度
原因是切屑形成過程循環出現高剪切應變跟低剪切應變
影響:
產生半連續性的鋸齒狀切屑
原則上加工上比較喜歡連續切屑,切削理論的正交切削模型主要也是以連續切屑為目標進行討論。
沒有留言:
張貼留言