 |
| 車削動作示意 |
材料移除量計算還要加上另外一個沿軸線方向的移動量,可以想見車刀兩個方向前進越多,材料旋轉一圈移除的量會越多。
更細部的材料移除幾何關係可以參考下圖:
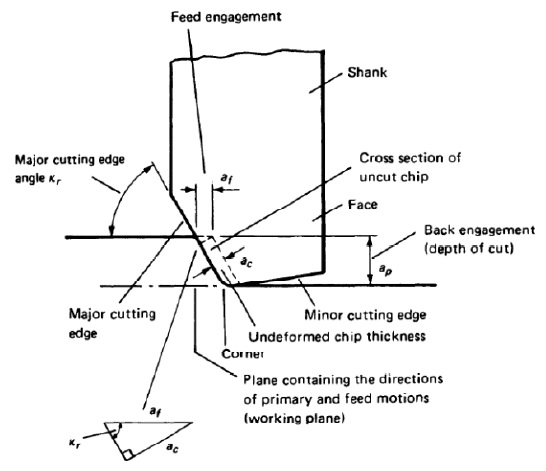 |
| 單點切削車刀與材料接觸位置的幾何關係 |
其中的 af 是車刀進給量,Kr是Rake abgle
切削範圍的截面積 Ac = af * ap
其中的ap是切削深度
以外徑車削為例,假設車刀每轉一圈沿軸向移動量為 f,所以若需要車削的長度為 L 時,需要移動的圈數為 L / f = N,總共 N 圈,若轉速為Nw ,所需要的時間就是 L / (f*Nw)。
以端面車削為例,假設車刀每轉一圈徑向往軸心移動 f,直徑為dm,轉一圈會切掉 2f 的量,因此需要轉 dm / 2f圈,可以將端面的材料去除;假設轉速為Nw,所需時間為 dm / (2*f*Nw)
。
類似的概念可以延伸到不同切刀的切削行為跟移除所需要材料的時間量。
因此加上時間因素考量,可以使用材料移除率 (Material Removal Rate, MMR),來進行進一步的計算。
首先對外徑車削模式來說,材料移除率 Zw (Material Removal Rate, MRR) 可以表示如下:


所以如果假設已知某一個材料有一個單位體積移除所需要的能量定義:比切削能ps,那移除材料所需要的功率 Pm 就可以表示為比切削能乘以材料移除率:
Pm = ps * Zw
不同材料的比切削能數值可以參考以下表格:
 |
| 不同材料固定切削條件的比切削能 |
另外根據未切屑變形實驗所的比切削圖圖表如下所示:
 |
| 不同材料與不同未變形切屑厚度比切削能實驗驗值 |
1. 比切削能的值合金鋼 > 碳鋼 > 鑄鐵 > 銅合金 > 鋁合金
2. 未變形切屑ac 越小,比切削能越大
根據實驗,歸納影響比切削能對應到常見的切削參數的因素有以下幾項:
1. 不同材質比切削能因為塑性變形強度不同而相異
2. 相同材料在不同切削速度下,只要沒有發生刀口積屑現象,基本上差異不大
3. 與刀具傾角 (rake angle)成反比,傾角每增加 1 度比切削能約減少 1%
4. 與未變形切屑厚度成反比,約 ps ~ t ^ -0.2,厚度越小比切削能越大。
至於為什麼未變形切屑厚度越小,比切削能越大,原因主要跟尺寸效應有關:
1. 當切削的體積越小時,單位體積中的差排 (dislocation) 相對越少,因此塑性變形越困難,造成切削所需要的能量變大。
2. 梨切 (plowing) 效應,所謂梨切效應是指當未變形切屑尺寸很小時,刀具前端其實只有把工件材料往下壓,並沒有把材料切除,只會在材料表面留下壓痕,所以只有白白耗掉克服摩擦的能量,卻沒有真的將材料移除。
 |
| 梨切現象 |
既然跟塑性變形強度有關,因為材料硬度跟變形強度也有一定關聯性,所以比切削能也可以使用 ps ~ HB /100來表示,其中的HB是材料的硬度,如下圖所示:

沒有留言:
張貼留言